天津无缝钢管厂步进式加热炉自控系统
步进式加热炉是依靠步进梁机构在加热炉内做周期性的矩形运动,将钢管从装料端向出料端移送。在此过程中加热控制系统按工艺要求完成钢管的加热与保温。实现自动化控制的步进式加热炉具有加热均匀,能耗降低,产量提升,便于维护等优点。
本自控系统采用西门子S7-300的PLC控制,CPU为高性能的317-2DP。操作人员通过工控机上的组态画面来监控设备的运行。系统分为仪控和顺控两个部分。
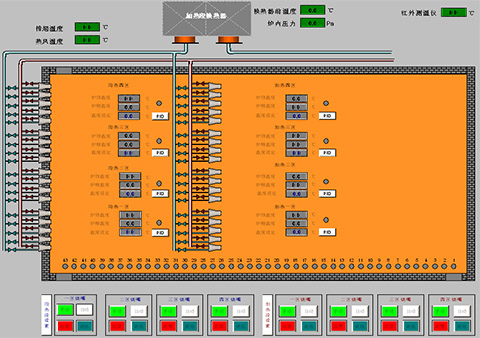
仪控部分为炉内烧嘴的燃烧控制,采用PID算法,调节占空比,闭环控制脉冲燃烧,从而精确的控制炉内不同区域的加热温度。此种控制方式的运用可使炉内加热均匀,每个烧嘴都能实现最佳空燃比燃烧,达到减少氧化和节约燃料的效果。控制画面截图如下:
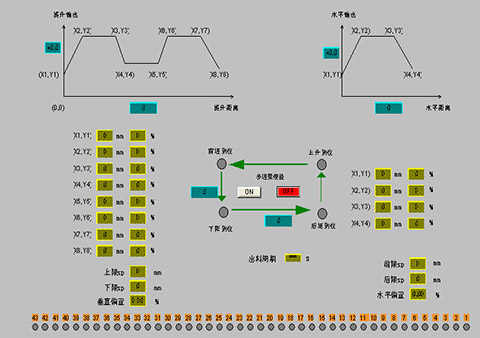
顺控部分是控制钢管的炉内步进及进出炉过程,实现自动进料,自动出料,自动步进等功能,具有手动,半自动,全自动三种操作模式。步进梁能进行正循环、逆循环、单动、点动操作。通过程序自动调节液压系统,实现升降时对钢管轻托轻放,前进时缓起缓停的功能。下图为调节步进梁运动轨迹的参数画面截图。
本系统自动化程度高,控温精确,产量和产能符合设计要求,每个物料的基本数据实现跟踪和统计并可打印报表。设备投入生产后运行稳定,操作和维护均较为方便。